Khuôn đúc kim loại là công nghệ chế tạo sản phẩm bằng phương pháp rót vật liệu ở dạng chảy lỏng vào khuôn để tạo ra sản phẩm có hình dạng theo khuôn mẫu mà vật liệu là kim loại.
Vật đúc đông đặc dưới tác dụng của trọng trường mà không chịu bất kỳ tác động nào khác.
Cấu tạo.
Khuôn đúc bao gồm 2 bộ phận chính:
- A.Lòng khuôn: Có hình dáng giống hình dạng bên ngoài của vật đúc.
- B.Thao( lõi): có hình dáng giống hình dạng bên trong của vật đúc.
Phân loại khuôn đúc kim loại
1. Đúc trong khuôn cát

Là phương pháp đúc có từ rất lâu đời và vẫn còn rất phổ biến hiện nay. Khuôn được làm bằng hỗn hợp cát silic, chất kết dính, chất phụ, chất sơn khuôn. Và khuôn chỉ sử dụng 1 lần.
c. Ưu điểm:
- Phương pháp đúc đơn giản, giá thành rẻ với số lượng đơn chiếc.
- Có thể đúc được chi tiết phức tạp có có thể làm lõi.
- Đúc được chi tiết có khối lượng lớn, đúc được nhiều loại vật liệu.
- Cơ tính vật đúc tương đối tốt do có quá trình ủ sau đúc.
d. Nhược điểm:
- Chu trình đúc dài do khuôn chỉ dung được 1 lần.
- Chất lượng về mặt không tốt, Sai số vật đúc lớn.
- Không đúc được vật đúc có thành mỏng.
e. Các hư hỏng thường gặp
- Lõm co : hình thanh do thể tích kim loại co lại do nguội. Thường hình thành ở phía trên do kim loại đông đặc sau cùng . Cách xử lý : tạo thêm đậu ngót trên khuôn
- Rỗ khí : có 1 lượng khí hòa tan vào kim loại khi nấu hoặc theo dòng chảy kim loại vào khuôn. Biện pháp : cần có thông số rót phù hợp tránh lẫn khí vào dòng chảy.
- Thiên tích : Do quá trình kết tinh không đồng đều, các hợp kim lắng đọng. Khó khắc phục. Biến nó thành ưu điểm .
2. Đúc trong trọng lực ( đúc trong khuôn kim loại)


b, Ưu điểm :
- Khuôn được sử dụng nhiều lần giúp rút ngắn chu trình đú
- Giảm giá thành với đúc số lượng lớn.
- Có thể đúc các chi tiết phức tạp nhưng vẫn kém đúc trong khuôn cát.
- Chất lượng bề mặt tốt, sai số vật đúc nhỏ.
- Có thể đúc vật đúc có độ dày thành trung bình 3-4 mm
d. Nhược điểm:
- Chế tạo khuôn phức tạp, đắt tiền chỉ phù hợp với sản xuất hàng loạt trở lên.
- Chỉ hiệu quả khi đúc vật liệu có nhiệt độ nóng chảy thấp.
- Không đúc được vật đúc có khối lượng lớn.
- Dễ xảy ra khuyết tật do thoát khí kém.
e. Các hư hỏng thường gặp:
- Rỗ khí : Khí bị lẫn vào dòng chảy khi rót và khí trong long khuôn không thoát ra được Biện pháp : chế độ rót phù hợp, cần thiết kế các cửa thoát khí.
- Nứt, không có liên kết do tốc độ nguội không đồng đều nên có vùng đông đặc trước vùng đông đặc sau, 2 dùng này không kết chặt với nhau. Khắc phục : điều chỉnh thông số rót : tốc độ, nhiệt độ chảy, chế độ làm mát. …
3. Đúc li tâm

a, Khái niệm: Quá trình điền đầy kim loại lỏng vào lòng khuôn đang quay. Nhờ lực ly tâm kim loại sẽ bám đồng đều vào thành và đông đặc tại đó. Chủ yếu đúc các chi tiết tròn xoay, rỗng ruột.
b, Ưu điểm:
- Tổ chức kim loại mịn chặt, không tồn tại các khuyết tật rỗ khí, co ngót.
- Tạo vật đúc có lỗ rỗng mà không cần thao.
- Không dung hệ thống rót phức tạp nên ít hao phí kim loại.
- Tạo ra vật đúc gồm một vài kim loại riêng biệt, chi lớp kim loại
d. Nhược điểm:
- Có hiện tượng thiên tích vùng theo diện tích ngang của vật đúc, do mỗi phần tử có khối lượng khác nhau chịu lực ly tâm khác nhau.
- Khi đúc ống, đường kính lỗ kém chính xác và có chất lượng bề mặt kém.
4. Đúc mẫu chảy (đúc sáp, đúc khuôn vỏ mỏng, đúc mẫu cháy)
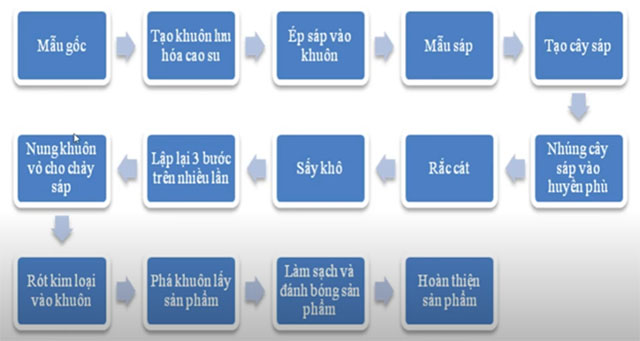
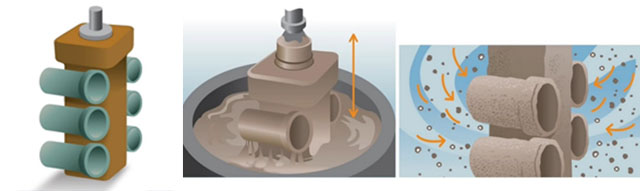

a, Khái niệm: Là một dạng đặc biệt trong khuôn dùng một lần giống với đúc trong khuôn cát, những mẫu đúc làm bằng vật liệu dễ chảy. Sau khi định hình được vỏ khuôn, sẽ tiến hành nung vỏ khuôn và mẫu, khi ấy mẫu đúc chảy ra để lại phần long khuôn rỗng.
b, Ưu điểm:
- Đúc được vật đúc chính xác do không phải tháo lắp khuôn.
- Vật đúc có hình dạng rất phức tạp mà các phương pháp khác không làm được
- Bề mặt vật đúc tốt do bề mặt long khuôn nhẵn, không bị cháy.
- Cơ tính vật đúc tốt do nguội đồng đều.
- Có thể đúc vật liệu khó nóng chảy
d, Nhược điểm: Chu kỳ đúc chậm do khuôn và mẫu chỉ dùng một lần, cần tự động hóa để giảm thời gian tạo mẫu, khuôn.
e, Các hư hỏng thường gặp: Rỗ, lẫn khí bên trong sản phẩm.
5. Đúc áp lực cao

b, Máy đúc áp lực cao chia thành 2 loại :
- Máy đúc buồng nóng
- Máy đúc buồng lạnh
+ Máy đúc buồng nóng : Buồng xy lanh đặt trong nồi nấu, kim loại nóng chảy luôn được chứa trong buồng nén. Khi piston nén xuống dòng kim loại lỏng được đẩy vào khuôn.
Máy đúc buồng nóng phù hợp với đúc kim loại, hợp kim có nhiệt chảy thấp như thiếc, magie. Với trình độ khoa học phát triển máy đúc buồng nóng có thể áp dụng cho đúc kim loại nhiệt chảy cao hơn như nhôm và hợp kim nhôm với dạng máy V-line.
+ Máy đúc buồng lạnh : Kim loại được nấu chảy tách biệt với xy lanh. Quá trình chuyển kim loại nóng chảy từ nồi nấu sang xy lanh được thực hiện bởi các cơ cấu, robot, múc kim loại.
c, Ưu điểm:
- Đúc được vật đúc phức tạp, thành mỏng (1¸5mm) đúc được các loại lỗ có kích thước nhỏ.
- Độ bóng và độ chính xác cao.
- Cơ tính vật đúc cao nhờ mật độ vật đúc lớn.
- Năng suất cao nhờ điền đầy nhanh và khả năng cơ khí hóa thuận lợi.
d. Nhược điểm:
- Khối lượng vật đúc trung bình < 40kg. Do cần yêu cầu máy phải có lực ép lớn.
- Cần tự động hóa cao, dây chuyền đắt tiền.
- Không dùng được thao cát vì dòng chảy có áp lực. Do đó hình dạng lỗ hoặc mặt trong phải đơn giản.
- Khuôn chóng bị mài mòn do dòng chảy có áp lực của hợp kim ở nhiệt độ cao.
- Tính toán khuôn phức tạp, chi phí làm khuôn cao.
- Chi tiết chỉ nhiệt luyện được khi có chế độ đúc phù hợp.
e. Các hư hỏng thường gặp
- Rỗ khí : Do đúc dưới áp lực cao dòng kim loại phun thành tia, trộn lẫn không khí bên trong. Biện pháp khắc phục : Chế độ đúc đặc biệt.
- Nứt, có đường hàn : Do chi tiết nguội không đồng đều, kim loại lỏng không liên kết với phần kim loại đã đông đặc Biện pháp khắc phục : điều chỉnh nhiệt độ rót.
- Lõm, co : Độ dày thành không đồng đều. phần thành dày đông đặc muộn hơn co lại. Biện pháp khắc phục : thiết kế chi tiết có độ dày phù hợp.
- Kẹt sản phẩm trong khuôn : Mặt phân khuôn không chuẩn hoặc độ dốc nhỏ. Biện pháp khắc phục : Sửa khuôn.
6. Đúc áp lực thấp
a. Khái niệm: Tương tự đúc áp lực cao, dòng kim loại lỏng được đưa vào trong lòng khuôn dưới tác động của lực ép, nhưng với lực nhỏ hơn thông qua khí nén được thổi vào nồi nấu kín làm áp suất trong nồi tang, đẩy dòng chất lỏng vào khuôn. Hoặc thông qua hút chân không lòng khuôn giúp hút kim loại lỏng vào khuôn.
b, Ưu điểm:
- Đúc được vật đúc khối lượng < 70kg
- Chất lượng vật đúc cao nhất sau nhiệt luyện do ít bị lẫn khí trong chi tiết .
- Có thể đặt lõi để đúc chi tiết có lõi phức tạp.
- Chu kỳ đúc ngắn chỉ lớn hơn so với đúc áp lực cao.
d. Nhược điểm: Hệ thống máy đồng bộ, đắt tiền.
e. Các hư hỏng thường gặp: Kẹt sản phẩm trong khuôn : Mặt phân khuôn không chuẩn hoặc độ dốc nhỏ. Biện pháp khắc phục : Sửa khuôn.
Vật liệu làm khuôn đúc
Là các vật liệu được sử dụng để chế tạo khuôn đúc. Khuôn kim loại được chế tạo từ kim loại (gang, thép, thép hợp kim), khuôn đá làm từ đá, khuôn đất làm từ đất sét, khuôn gốm làm từ huyền phù silicat, khuôn vỏ mỏng từ cát – nhựa đóng rắn nhiệt, khuôn cát-sét từ cát đúc trộn với đất sét, khuôn đóng rắn hóa học từ cát trộn với chất dính và chất phụ gia theo một thành phần nhất định.
Ứng dụng của khuôn đúc
Được áp dụng rộng rãi tuy nhiên chủ yếu là các chi tiết có hình dạng phức tạp như các vỏ động cơ,.. bên cạnh đó cũng có nhiều sản phẩm đơn giản được áp dụng công nghệ đúc tùy thuộc vào yêu cầu kỹ thuật cũng như số lượng của sản phẩm.
Yêu cầu kỹ thuật
Trong gia công khuôn mẫu chính xác cần chú ý nhiều vấn đề, song những yếu tố cơ bản dưới đây là điểm chung khi gia công mọi loại khuôn.
- Yêu cầu chính xác về kích thước, hình dáng biên dạng: tỷ lệ dung sai cho sự sai sót về kích thước, hình dáng biên dạng là rất nhỏ. Sai lệch về kích thước chi tiết, khuôn làm ảnh hưởng đến toàn bộ quá trình tạo ra khuôn. Mặt khác, tỷ lệ dung sai cho phép được tính bằng 1/1000mm. Do đó, khâu CNC và EDM/WC có rất nhiều điều lưu ý quan trọng.
- Yêu cầu về vật liệu chế tạo khuôn: vật liệu đầu vào chế tạo khuôn, chi tiết cho khuôn phải hợp lý về độ cứng, độ bền, độ bào mòn trong quá trình sử dụng và phải dễ gia công. Chọn vật liệu tốt, phù hợp với tính chất làm việc của khuôn mới đảm bảo chất lượng sản phẩm tạo ra từ khuôn và tuổi thọ hoạt động của khuôn mẫu.
- Yêu cầu về độ bóng: trên thực tế nhìn giai đoạn đánh bóng cực kỳ đơn giản nhưng ngược lại công việc này đòi hỏi yếu tố kỹ thuật cực cao. Độ bóng của bề mặt lòng khuôn và lõi quyết định đến độ bóng sản phẩm nhựa ép ra. Chỉ cần sơ sót quá tay đánh bóng lòng khuôn một chút thì chất lượng khuôn đã không đạt yêu cầu và làm lại.
- ·Yêu cầu về vị trí tương quan của 2 nửa khuôn khi lắp ghép lại với nhau: khi đưa khuôn mẫu vào hoạt động ép nhựa, độ khít của 2 mặt khuôn càng cao các chi tiết được tạo ra càng hoàn hảo. Đây là yếu tố kỹ thuật liên quan tới giai đoạn gia công bằng máy móc CNC và lắp ráp.
- Yêu cầu về thiết kế và gia công có tính thống nhất cao nhằm đảm bảo sản phẩm khi lấy ra khỏi khuôn dễ dàng. Cụ thể, điều này phụ thuộc rất lớn và độ khít 2 nửa khuôn và độ bóng của khuôn.
- Yêu cầu về độ cứng và các vị trí của bộ phận khuôn: trong quá trình làm việc (kiểm tra trong quá trình chạy ép thử sản phẩm) có bị biến dạng hay sai lệch vị trí ban đầu khi chịu lực ép lớn gì không. Nếu không, nghĩa là khuôn đã đạt chất lượng hạng mục yêu cầu.
Trong quá trình gia công khuôn mẫu, các yếu tố kỹ thuật được thực hiện đúng quy trình và đảm bảo được độ chính xác càng cao thì những công đoạn khác cũng trở nên thông thuận và cuối cùng sản phẩm từ khuôn sẽ hoàn hảo.
Liên hệ đặt hàng gia công cơ khí:
Intech Mechanical chuyên sản xuất, gia công cơ khí chính xác theo yêu cầu, gia công Jig, chi tiết máy, đồ gá, tiện cnc, phay cnc, cắt laser,... Các sản phẩm của chúng tôi đều được quản lý chất lượng theo tiêu chuẩn quốc tế
Điện thoại: 0966 966 205
Email: quangpt@intech-group.vn
Địa chỉ: Lô 5+6 Khu Công Nghiệp Lai Xá, Kim Chung, Hoài Đức, Hà Nội, Việt Nam
Website: https://cokhiintech.com/
Nhận xét
Đăng nhận xét